
1.13: Beer
- Page ID
- 306250

\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\( \newcommand{\dsum}{\displaystyle\sum\limits} \)
\( \newcommand{\dint}{\displaystyle\int\limits} \)
\( \newcommand{\dlim}{\displaystyle\lim\limits} \)
\( \newcommand{\id}{\mathrm{id}}\) \( \newcommand{\Span}{\mathrm{span}}\)
( \newcommand{\kernel}{\mathrm{null}\,}\) \( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\) \( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\) \( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\id}{\mathrm{id}}\)
\( \newcommand{\Span}{\mathrm{span}}\)
\( \newcommand{\kernel}{\mathrm{null}\,}\)
\( \newcommand{\range}{\mathrm{range}\,}\)
\( \newcommand{\RealPart}{\mathrm{Re}}\)
\( \newcommand{\ImaginaryPart}{\mathrm{Im}}\)
\( \newcommand{\Argument}{\mathrm{Arg}}\)
\( \newcommand{\norm}[1]{\| #1 \|}\)
\( \newcommand{\inner}[2]{\langle #1, #2 \rangle}\)
\( \newcommand{\Span}{\mathrm{span}}\) \( \newcommand{\AA}{\unicode[.8,0]{x212B}}\)
\( \newcommand{\vectorA}[1]{\vec{#1}} % arrow\)
\( \newcommand{\vectorAt}[1]{\vec{\text{#1}}} % arrow\)
\( \newcommand{\vectorB}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\( \newcommand{\vectorC}[1]{\textbf{#1}} \)
\( \newcommand{\vectorD}[1]{\overrightarrow{#1}} \)
\( \newcommand{\vectorDt}[1]{\overrightarrow{\text{#1}}} \)
\( \newcommand{\vectE}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash{\mathbf {#1}}}} \)
\( \newcommand{\vecs}[1]{\overset { \scriptstyle \rightharpoonup} {\mathbf{#1}} } \)
\(\newcommand{\longvect}{\overrightarrow}\)
\( \newcommand{\vecd}[1]{\overset{-\!-\!\rightharpoonup}{\vphantom{a}\smash {#1}}} \)
\(\newcommand{\avec}{\mathbf a}\) \(\newcommand{\bvec}{\mathbf b}\) \(\newcommand{\cvec}{\mathbf c}\) \(\newcommand{\dvec}{\mathbf d}\) \(\newcommand{\dtil}{\widetilde{\mathbf d}}\) \(\newcommand{\evec}{\mathbf e}\) \(\newcommand{\fvec}{\mathbf f}\) \(\newcommand{\nvec}{\mathbf n}\) \(\newcommand{\pvec}{\mathbf p}\) \(\newcommand{\qvec}{\mathbf q}\) \(\newcommand{\svec}{\mathbf s}\) \(\newcommand{\tvec}{\mathbf t}\) \(\newcommand{\uvec}{\mathbf u}\) \(\newcommand{\vvec}{\mathbf v}\) \(\newcommand{\wvec}{\mathbf w}\) \(\newcommand{\xvec}{\mathbf x}\) \(\newcommand{\yvec}{\mathbf y}\) \(\newcommand{\zvec}{\mathbf z}\) \(\newcommand{\rvec}{\mathbf r}\) \(\newcommand{\mvec}{\mathbf m}\) \(\newcommand{\zerovec}{\mathbf 0}\) \(\newcommand{\onevec}{\mathbf 1}\) \(\newcommand{\real}{\mathbb R}\) \(\newcommand{\twovec}[2]{\left[\begin{array}{r}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\ctwovec}[2]{\left[\begin{array}{c}#1 \\ #2 \end{array}\right]}\) \(\newcommand{\threevec}[3]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\cthreevec}[3]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \end{array}\right]}\) \(\newcommand{\fourvec}[4]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\cfourvec}[4]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \end{array}\right]}\) \(\newcommand{\fivevec}[5]{\left[\begin{array}{r}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\cfivevec}[5]{\left[\begin{array}{c}#1 \\ #2 \\ #3 \\ #4 \\ #5 \\ \end{array}\right]}\) \(\newcommand{\mattwo}[4]{\left[\begin{array}{rr}#1 \amp #2 \\ #3 \amp #4 \\ \end{array}\right]}\) \(\newcommand{\laspan}[1]{\text{Span}\{#1\}}\) \(\newcommand{\bcal}{\cal B}\) \(\newcommand{\ccal}{\cal C}\) \(\newcommand{\scal}{\cal S}\) \(\newcommand{\wcal}{\cal W}\) \(\newcommand{\ecal}{\cal E}\) \(\newcommand{\coords}[2]{\left\{#1\right\}_{#2}}\) \(\newcommand{\gray}[1]{\color{gray}{#1}}\) \(\newcommand{\lgray}[1]{\color{lightgray}{#1}}\) \(\newcommand{\rank}{\operatorname{rank}}\) \(\newcommand{\row}{\text{Row}}\) \(\newcommand{\col}{\text{Col}}\) \(\renewcommand{\row}{\text{Row}}\) \(\newcommand{\nul}{\text{Nul}}\) \(\newcommand{\var}{\text{Var}}\) \(\newcommand{\corr}{\text{corr}}\) \(\newcommand{\len}[1]{\left|#1\right|}\) \(\newcommand{\bbar}{\overline{\bvec}}\) \(\newcommand{\bhat}{\widehat{\bvec}}\) \(\newcommand{\bperp}{\bvec^\perp}\) \(\newcommand{\xhat}{\widehat{\xvec}}\) \(\newcommand{\vhat}{\widehat{\vvec}}\) \(\newcommand{\uhat}{\widehat{\uvec}}\) \(\newcommand{\what}{\widehat{\wvec}}\) \(\newcommand{\Sighat}{\widehat{\Sigma}}\) \(\newcommand{\lt}{<}\) \(\newcommand{\gt}{>}\) \(\newcommand{\amp}{&}\) \(\definecolor{fillinmathshade}{gray}{0.9}\)Beer Production
Beer has been produced by humans for 6000 to 8000 years. The key ingredients are a malted barley, water, hops, and yeast.
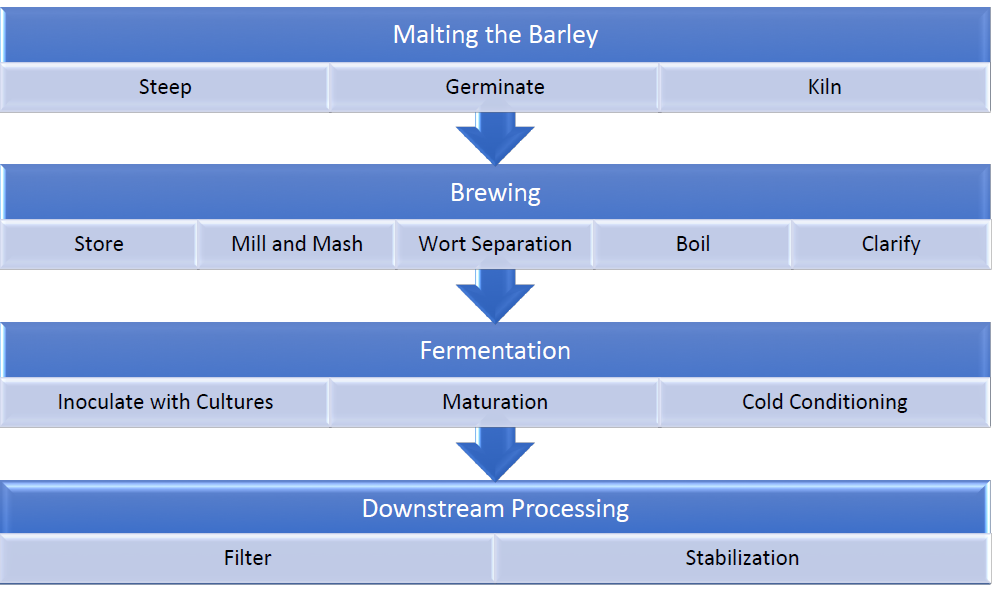
Typical Steps in Beer Production:
Barley
Barley is a widely adaptable and hardy crop that can be produced in temperate and tropical areas. Barley kernels or grains are the fruit of the barley grass. The endosperm contains many starches as a food reserve for the baby plant. The starch and the embryo are surrounded by the husk, a protective layer around the kernel. While people have made beers from other grains, many people define beer as the fermented alcoholic barley drink. In fact, the German beer purity law, known as the Reinheitsgebot, of 1516 allows for only hops, barley, water and yeast in the production of beer.
Step 1: Malting the Barley
The goal of the first stage of beer making, malting the barley, is to access the fermentable carbohydrates.
Review: Yeasts can utilize what sugars? What enzymes are used?
The barley grains are soaked, called steeping. This process triggers metabolism in the grain to start germination for 4-5 days. As the baby plant starts to grow, the enzymes begin to break down the starches and the cell wall.
The cell wall surrounding the starch containing endosperm is primarily made of \(\beta\)-glucan and pentosan.
- \(\beta\)-glucan is glucose units joined through a mix of 1-3 and 1-4 \(\beta\)-linkages. Draw a short chain of \(\beta\)-glucan.
- Pentosans are polysaccharides made from pentoses such as xylose and arabinose. Draw these two monosaccharides.
\(\beta\)-glucan and pentosan are structural polysaccharides that are NOT digestible by humans or yeast enzymes (i.e. fiber).
Explain why germination is necessary for this step of the beer making process (or any food product that uses barley).
To stop germination and enzymatic processes, the grain is heated, called kilning.
- Why must germination and enzymatic processes be stopped?
- The enzymes will be needed during the mashing process (next step). Why?
Kiln Variations
There are many varieties of kilned malts. These are a few of the popular styles:
- Pale malt: low and slow kilning at around 100 F and 120 F for as long as 24 hours. This yields a pale beer.
- Vienna malt: kilned at a relatively low temperature, though it can be heated as high as 160 F. It is known for its toast or biscuit like flavor and the pleasant orange color.
- Munich malt: kilned at a high temperature, between 195 F and 220 F. It has a sweet, bready flavor and imparts a nice amber color.
- Aromatic malt: kilned at a high temperature, between 195 F and 220 F. It is sweet and gives the beer a malty, almost syrupy flavor and aroma.
Roasting the malts promotes Maillard reactions This leads to the complex flavors promoted during this stage.
- List some products formed in these reactions that might be found in these malts.
After kilning, the malt grain is then cleaned, transported, and stored. Most breweries purchase their malts rather than prepare them.
A diastatic malt has enough enzymes (such as amylase) to convert the starch into fermentable sugars in the mashing stage.
- Predict which of the four malt types above would have enough diastatic power to convert the starches present?
- If the malt does not have enough diastatic power, then what will the brewer need to add to the mash? There are several approaches. Try to come up with difference solutions.
Step 2: Brewing
Brewing involves multiples steps. Here is an overview.
- Mill: grinding the malt into a flour called grist
- Mash: mixing the grist with heated water to allow water and enzymes to hydrolyze the starch to form the ‘wort’, a sugary liquid
- Wort Separation: filtering the wort from the insoluble husk particles and other grain particles. Traditional practices used the husk as the filter; modern breweries use polypropylene filters
- Boiling: hops are added to the wort and the mixture is boiled.
- Clarification: denatured proteins, tannins, and hop remains are removed
There is some important chemistry occurring in these steps. We will look at some of the enzymes, the hops, and the boiling steps in more detail.
Mill:
In this step, the grains are broken up in a mill. The particle size, grist, can be determined by the spacing on the rotors.
A large grist was traditionally favored because the crushed grain was used for the filtering at the end of the brewing process.
- A fine small grain was problematic in the filtering. Why?
Modern brewers use small grist because they use polypropylene filters.
- Why is a smaller grist favored?
Mashing: Enzymes
Mashing is the brewer's term for the hot water steeping process which hydrates the barley, activates the malt enzymes, and converts the grain starches into fermentable sugars.
| Enzyme | Optimum Temperature (F) | Optimum pH | Role |
|---|---|---|---|
| \(\alpha\)-amylase | 154-162 | 5.3-5.7 | |
| \(\beta\)-amylase | 131-150 | 5.0-5.5 | |
| amylo-\(\alpha\)-1,6-glucosidase | 95-113 | 5.0-5.8 | |
| \(\beta\)-glucanase | 95-113 | 4.5-5.5 | |
| peptidase | 113-131 | 4.6-5.3 | Hydrolyses small proteins in mash |
| protease | 113-131 | 4.6-5.3 |
- Fill in the missing information on the table.
Typically, hot water is added to help solubilize starches.
- What happens to these enzymes if the water is too hot?
- What happens to amount of fermentation if water temperature is cold?
- Based on your reading, define the following temperature methods for mashing:
- Infusion:
- Decoction:
- Programmed Temperature:
- Some breweries add un-malted grain like rice or maize, called adjunct, that has been boiled in a separate cooker. What is the purpose of this step?
- For light beers, brewers add amylo-\(\alpha\)-1,6-glucosidase. What is the purpose of this step?
Mashing: Hops
Hops are a climbing perennial vine and the cone of the flower is used to add ‘bittering’ and aroma flavors to the beer wort during this phase of beer production. Typically, these cones are milled and pressed into pellets for use by the brewer. Other brewers use extracts of the cones.
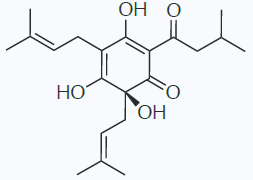
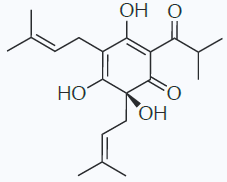
The main components that hops adds to the beer are alpha acids (table 2) and resins (table 2).
 |
 |
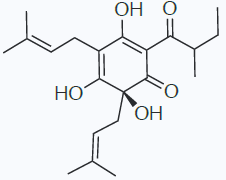 |
| Humulone | Cohumulone | Adhumulone |
- How do these acids vary?
These alpha acids isomerize during the boiling process to produce iso-alpha acids (see below)
- The iso-alpha acids are [ more / less ] soluble than humulone.
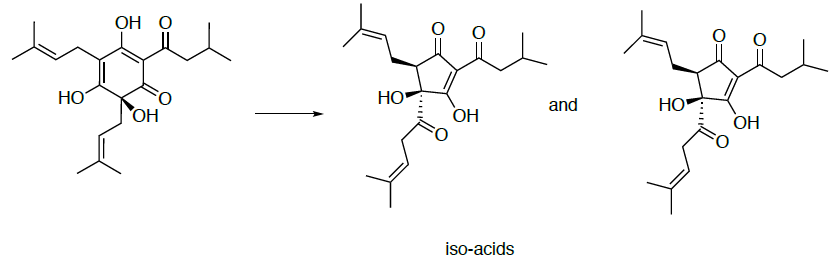
The iso-alpha acids contribute the bitter flavor to most beers. It was also discovered that these compounds disrupt the proton pumps used by gram-positive bacteria.
During the 1700s, the British Empire controlled India by maintaining a large army in India, they had a large demand for British brewed ales to be shipped to India. Unfortunately, many ales would spoil during the long sea journey. It was noticed that beers that were brewed at temperatures with higher concentrations hops were less likely to spoil – the beginning of the India Pale Ale (IPA) beers.
- Explain how those two factors improved the shipping of British ales.
‘Lightstruck beer’ or ‘skunk’ beer is one in which the iso-alpha acids have undergone a photochemical reaction to form MBT.
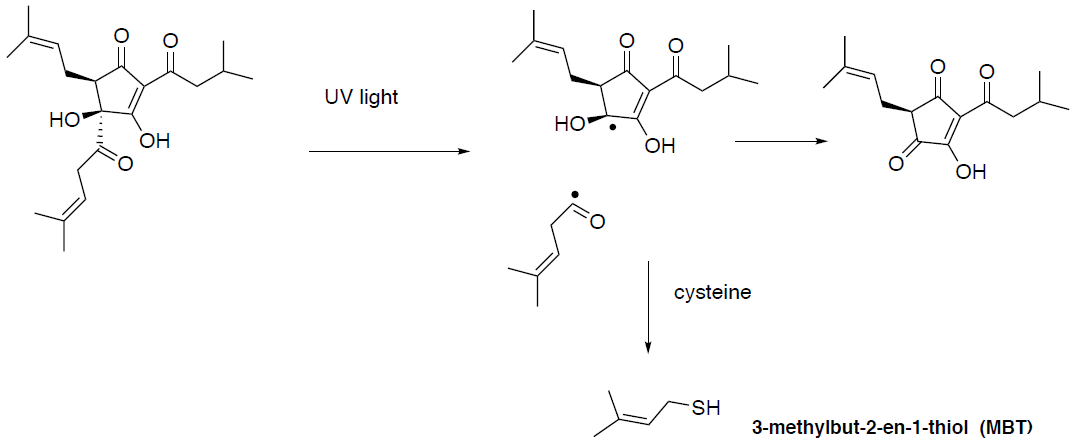
- Propose a possible method for preventing the ‘skunking’ of beer.
Mashing: Hop Resins
| Hop Resin Constituent | |
|---|---|
| Soft Resin: | Alpha Acids Beta Acids |
| Hard Resin: | Tannins Polyphenols |
| Amino Acids | |
| Proteins & Carbohydrates | |
- Beta acids do not isomerize during the boil. Draw some beta acids.
Tannins are astringent polyphenolic compounds.
Tannic Acid (example of a tannin):
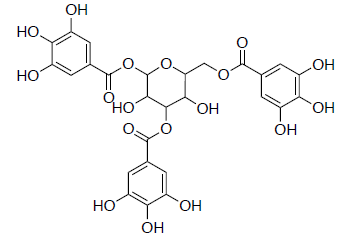
The tannin compounds are widely distributed in many species of plants, where they play a role in preventing predation. The astringent flavor predominates in unripe fruit, red wine or tea.
- How might these flavors impact the beer?
Mashing: Aroma Hops
Hops added after boiling is called ‘dry hopping’.
Hop oils (essential oil) are sometimes added after boiling of the wort. These ‘aroma hops’ are volatile non-polar compounds that have strong aromas and flavors. There are between 400 and 1000 different compounds in hop oil including structures such as myrcene, humulene, caryophyllene, \(\beta\)-pinene, geraniol, linalool, and farnesene.
- Draw a few of these isoprene natural products.
- What flavors are associated with these structures?
- How soluble do you think these compounds are in beer? Would you predict that they would be present in high quantity?
- Why are these aroma hops added after the boil?
Boiling the Wort:
There are several goals of boiling wort. Explain the importance of each of these steps:
- Isomerize alpha acids
- Volatile compounds evaporated especially dimethyl sulfide
- Kill bacteria and wild yeast
- Deactivate enzymes from grain
- Concentrate the wort by evaporation since the water used in mashing and sparging has produced a wort lower in specific gravity (concentration of dissolved sugar)
- Denature proteins from grain so that they clump together (This is usually done in two steps: 1) hot break: denatured proteins coagulate and float to the surface. The trub (remains of the hops, tannins, and the coagulated proteins) can be removed and 2) cold break: After boiling, the wort is cooled down to fermentation temperature and more proteins will coagulate.
Brewing: Adjuncts
Liquid adjuncts (sugars/syrups) are usually added in the wort boiling stage. They may be sugars extracted from plants rich in fermentable sugars, notably sucrose from cane or beet or corn syrup. Liquid adjuncts are frequently called “wort extenders”.
- Why are these added after the mash?
- What are the advantages of a wort extender?
- The use of added sucrose can actually decrease the sugar content in the final beer. Explain.
Brewing: Clarification
This is a filtering process that varies by brewer.
- List 3-4 components that are removed from the wort during the clarification process?
- Some brewers argue about whether to remove the cold break and trub. What are the advantages of keeping the trub in the wort for fermentation?
Step 3: Fermentation
There are hundreds of strains of yeast. Many beer yeasts are classified as "top-fermenting" type (Saccharomyces cerevisiae) and or "bottom-fermenting" (Saccharomyces uvarum, formerly known as Saccharomyces carlsbergensis). Today, as a result of recent reclassification, both yeast types are considered to be strains of S. cerevisiae.
Top-fermenting
Ale yeast strains are best used at temperatures ranging from 10 to 25°C. These yeasts rise to the surface during fermentation, creating a very thick, rich yeast head. Fermentation by ale yeasts at these relatively warmer temperatures produces a beer high in esters, regarded as a distinctive characteristic of ale beers. These yeasts are used for brewing ales, porters, stouts, Altbier, Kölsch, and wheat beers.
Bottom-fermenting
Lager yeast strains are best used at temperatures ranging from 7 to 15°C. At these temperatures, lager yeasts grow less rapidly than ale yeasts, and with less surface foam they tend to settle out to the bottom of the fermenter as fermentation nears completion. These yeasts are used in brewing Pilsners, Dortmunders, Märzen, Bocks, and American malt liquors.
Wild Yeast
Beer that is brewed from natural/wild yeast and bacteria are called spontaneous fermented beers. One of the typical yeasts is the Brettanomyces lambicus strain which is used to produce traditional lambic beers. This brewing method has been practiced for decades in the West Flanders region of Belgium. We will visit 3 Fonteinen Brewery in Belgium that specializes in lambic beers.
- Review: Explain the Crabtree effect.
- Why is it important to add oxygen to the wort during fermentation?
Fermentation Flavors: Higher alcohols (fusel alcohols)
Longer chain alcohols produced by yeast during fermentation can also contribute to the aroma and flavor of beer. Primarily these alcohols can increase the warming of the mouthfeel.
Fusel alcohols are derived from amino acid catabolism via a pathway that was first described by Ehrlich. Amino acids represent a major source of the assimilable nitrogen in the wort. Amino acids that are taken up by the yeasts and converted to fusel alcohols by the Ehrlich pathway (valine, leucine, isoleucine, methionine and phenylalanine).
The Ehrlich pathway is shown below for phenylalanine.
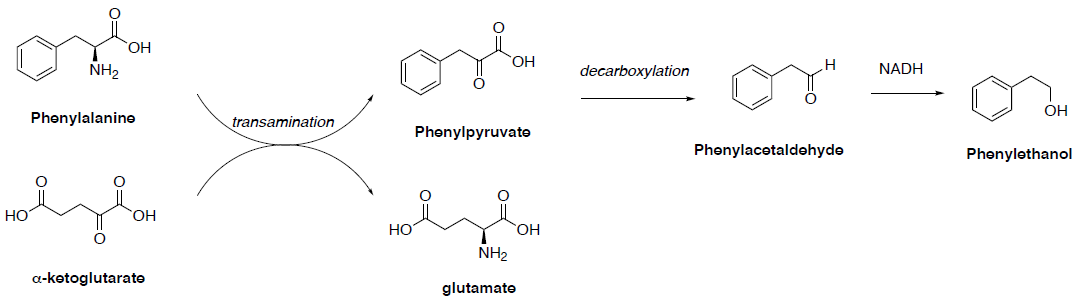
- Draw the structures of the alcohols that would be formed from valine, leucine and isoleucine.
Too much of the higher weight fusel alcohols provides a harsh alcoholic taste (in fact, the word fusel is from the German for bad liquor).
Fusel alcohols can be produced by excessive amounts of yeast or fermentation temperatures above 80°F.
- How can you prevent too high of levels of yeast production?
Fermentation Flavors: Ester Production
Many of these esters are derived from alcohols reacting with acetyl coA.
- Draw the mechanism for this reaction including the intermediate. Remember that thioesters are activated carbonyl derivatives.
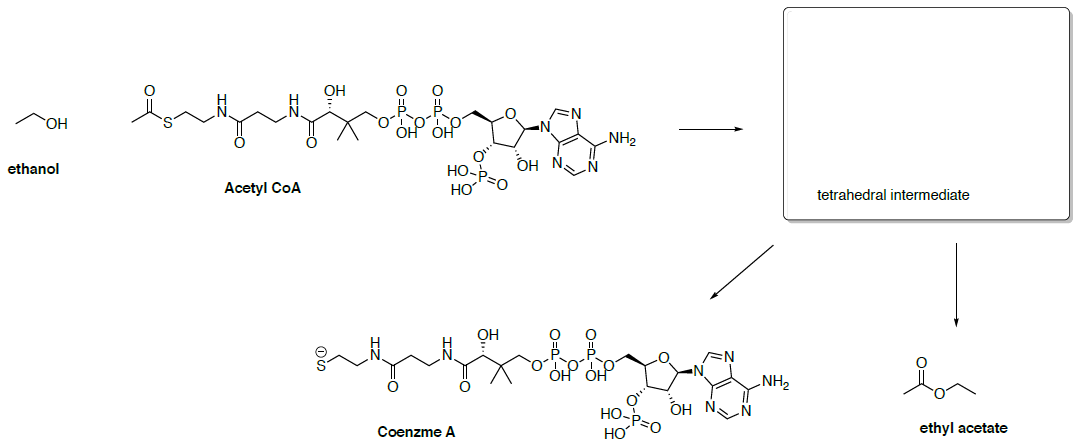
- Draw the products of the fusel alcohols reacting with acetyl coA.
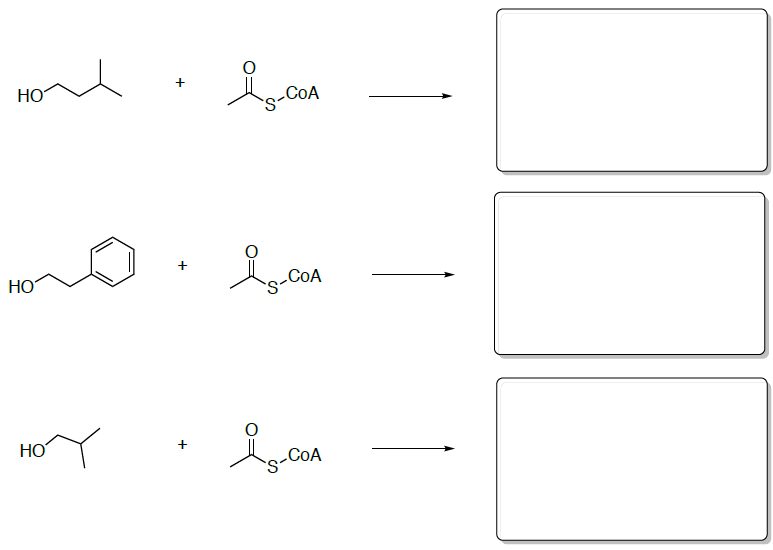
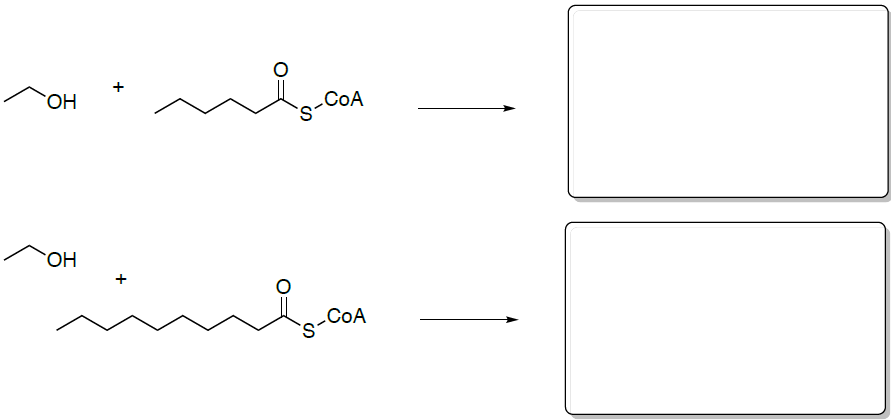
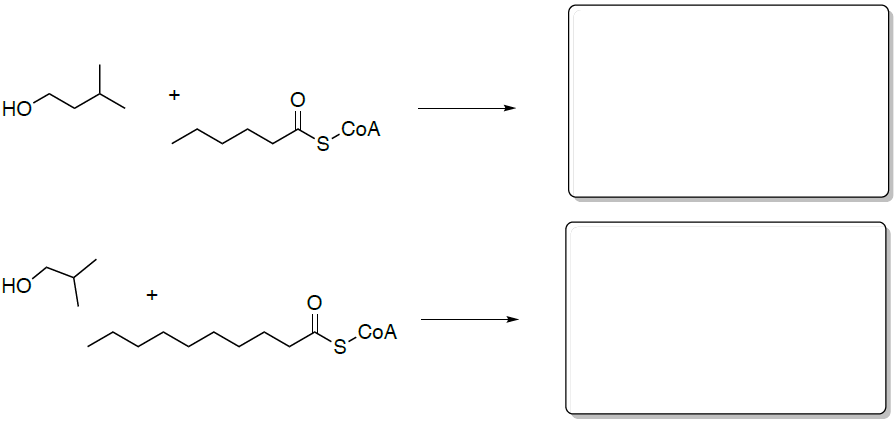
Some of the esters are derived from alcohols reacting with activated thioesters from the fatty acid synthesis pathway.
- Draw the products of some of these alcohols reacting with various fatty acid derivatives.
Fermentation Flavors: Ester Flavor Profile
| Ester | Structure | Flavor Profile |
|---|---|---|
| Ethyl butanoate | 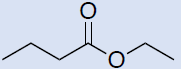 |
Papaya, butter, apple, perfumy |
| Ethyl hexanoate | 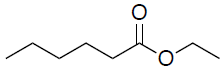 |
Apple, fruity, sweet |
| Ethyl 2-methylbutanoate | 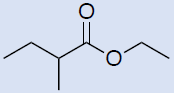 |
Sweet, fruity, grape-like |
| Ethyl acetate | 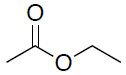 |
Solvent, fruity, sweet |
| Ethyl octanoate |  |
Apple, sweet, fruity |
| Isoamyl acetate |  |
Banana, estery, apple, solvent |
| 2-phenylethyl acetate |  |
Roses, honey, apple, sweet |
| Isobutyl acetate |  |
Banana, estery, apple, solvent |
Usually, brewers want a balance of esters present in the final product but not too many.
- Predict how these factors will impact the amount of ester compound and fusel alcohols present in the final product.
- Fermentation Temperature:
- Fermentation with ‘trub’ (contains lots of yeast nutrients):
- Specific Gravity of wort:
- Yeast ‘pitch’ (concentration of innoculation):
Fermentation Flavors: Ketones
While the presence of esters and fusel alcohols can enhance the flavor and aroma of beers, the presence of ketones is usually considered undesirable.
The most common are the formation of diacetyl and acetoin. Diacetyl is most often described as a buttery flavor. It is desired in small quantities in many ales, but it can be unpleasant in larger quantities and in lagers; it may even take on rancid overtones.
- Review: What is the pathway for the production of diacetyl (and the reduced forms)?
Diacetyl can be the result of the normal fermentation process or the result of a bacterial infection. Diacetyl is produced early in the fermentation cycle by the yeast and is gradually metabolized towards the end of the fermentation.
Beer sometimes undergoes a "diacetyl rest", in which its temperature is raised slightly for two or three days after fermentation is complete.
- What is the purpose of this rest time?
Beer Types
Beer style is a term used to differentiate and categorize beers by various factors, including appearance, flavor, ingredients, production method, history, or origin. There is no agreed upon method for distinguishing beer styles.
There are some general categories that are used in describing beer styles:
Yeasts: Ales vs Lagers
- Ale: Top-fermenting strains that tend to produce more esters.
- Lager: Bottom-fermenting strains that tend to produce more sulfur compounds.
- Weizen Yeast: Used in German-style wheat beers and is considered an ale yeast.
- Brettanomyces: Wild yeast with flavors like barnyard, tropical fruit, and more.
Malt types:
- It is the main fermentable ingredient and there are a wide variety of roasts. Darker roasts impart more chocolate, coffee, caramel, and toasty flavors.
- Adjuncts can impart different flavors.
Hops:
- Hops provide a range of compounds that influence beer’s aroma, flavor, bitterness, head retention, and astringency.
- Quantity and strain and timing can impact the flavor range.
- Flavor and aroma ranges: citrus, tropical, fruity, floral, herbal, onion-garlic, sweaty, spicy, woody, green, pine, spruce, resinous
Alcohol Content:
- Alcohol content can range from 2% to greater than 14%
- Fusel alcohol can also exist in beer
Carbonation Level:
- Carbonation is a main ingredient in beer. Carbonation can be detected as an aroma (carbonic acid) and it has a mouthfeel and flavor. It also affects the foam.
- Carbonation can be naturally occurring (produced by yeast during fermentation) or added to beer under pressure. N2 can also be added to beer, providing smaller bubbles and a softer mouthfeel than CO2.
Craft Beer.com provides a nice style guide on the different names of beers with information about the yeast strains, hop aroma, IBU (International Bitterness Units), alcohol content, carbonation for hundreds of beer styles.
- Craft Beer.com Beer Style Study Guide
John Palmer also provides a nice table that places a wide range of beer styles on a chart comparing a number of ales and lagers on malty vs fruity and sweet vs bitter.
- John Palmer, How to Brew, Chapter 19, A Question of Style, Ales vs Lagers
Choose your favorite breweries or breweries chosen by your instructor.
- Pick 3-6 beers from these breweries and look some of their categories – ale vs lager, hops, post-brewing conditioning, malt types, etc.